





一、前言
炼油厂催化裂化用超高温蝶阀技术含量高,设计及制造难度大,造价高,开发该类阀门可提高企业的技术水平和经济效益。该类高温蝶阀按使用工况可分为烟机入口高温调节型蝶阀、烟机入口高温切断型蝶阀、烟气旁路高温蝶阀和烟气余热回收系统的冷壁(衬里)蝶阀四种。应用于炼油厂催化裂化装置动力回收系统烟气管道调节、切断用。介质:催化剂烟气(烟气含尘密度小于0.2kg/m3,烟气中催化剂颗粒大于10μm的应在总含尘量3%~8%),设计压力0.26MPa,设计温度<923℃,公称通径DN1600。本文主要针对烟气余热回收系统的冷壁(衬里)蝶阀(见图1)的研制进行了介绍。
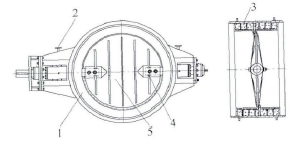
图1 超高温蝶阀结构
1.阀体2.蒸汽吹扫口3.隔热耐磨龟甲网衬里材料4.阀杆5.蝶板
二、结构特点
催化裂化用超高温蝶阀阀体采用冷壁(衬里)结构,由钢板和法兰焊接后内衬隔热耐磨材料而成。蝶板采用整体铸造结构,与阀体上的两个半圆台阶形阀座组成密封结构。阀杆采用半轴锻件结构,与蝶板采用销钉连接带动阀瓣转动。阀杆两端支撑轴承各设蒸汽吹扫口和密封注脂口,以保证阀轴密封效果。
三、设计的关键技术
超高温蝶阀设计一般有两种方案,一种为冷壁,一种为热壁。两者设计思路完全不同,冷壁是在阀体内表面设非金属隔热层,材料设计温度一般按150~300℃考虑,设备外壁温度低于200℃,材料选用时由于有隔热衬里层,可选用耐高温腐蚀性稍差的材料,成本低(还有一种是在空心阀体、蝶板等零件内引入如水等其他介质,来降低材料温度);热壁是阀体外表面采用保温材料,设计温度按最高操作温度加安全系数(一般10~20℃),材料需选用能抗高温和耐腐蚀、耐冲蚀的材料,成本高。
(1)阀体
催化裂化用烟气余热回收系统的超高温蝶阀采用了冷壁结构,壳体为钢板和法兰焊接结构,内衬隔热耐磨龟甲网衬里材料(见图2)。冷壁内衬隔热衬里材料是采用龟甲网,手工捣制成型,它经过精心施工和烘干后会获得良好的热导率和线收缩性,具有较高的高温抗压强度。耐磨衬里厚度为100~150mm,其中耐磨层20~31mm;隔热层80~119mm;阀体由于有龟甲网(06Cr13)、柱形锚固钉(06Cr19Ni10)、端板(06Cr13)等部件使热量从内传到外壁,局部壁温升高。局部温度会到300℃,一般取350℃作为壁厚强度计算温度。除此还应考虑刚度和结构来决定壁厚,防止由于壳体变形导致衬里失效。阀座设计为台阶型,阀座边缘喷焊硬质合金。阀体与烟气管道的连接接口采用直接焊接形式。阀体材料的选择除考虑结构、温度、刚度之外,还应考虑与管道材料的焊接性能综合选材,本阀采用的是压力容器钢Q235—C。
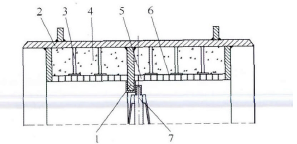
图2 超高温蝶阀衬里及密封副结构
1.台阶式阀座2.壳体3.柱形锚固钉及端板4.隔热混凝土
5.耐磨混凝土6.龟甲网7.蝶板
(2)蝶板
蝶板为HK40整体铸造,边缘均喷焊硬质合金,并经磨削加工以减少泄漏,提高耐磨性能。由于高温阀门热膨胀的影响,蝶板与阀体在起动、关闭时会出现卡阻现象,所以在设计时应考虑蝶板与阀体的间隙及偏心量。
(3)阀杆
阀杆采用锻件分段结构,与蝶板采用销钉连接,便于加工和装拆。在阀杆与蝶板轮毂之间设有喷焊硬质合金的耐磨衬套,保护阀座圈之间的外露阀杆,避免该处高速气流对其冲蚀。阀杆两端的支撑轴套采用耐高温的STL6轴承,该轴承具有较高的机械强度和耐蚀性,可避免轴承因高温或锈蚀等原因易造成阀杆卡阻的弊病。阀杆两端还设有外部轴承支承,且均为自由端受热后可自由伸缩。
(4)填料密封结构(见图3)
为防止烟气中催化剂进入轴套卡住阀杆,在阀杆两端支撑轴承前各设一个蒸汽吹扫口,定期或常用1MPa(A)、250℃的过热蒸汽进行吹扫,并可冷却阀杆以防止烟气、催化剂颗粒进入轴腔积灰结垢。
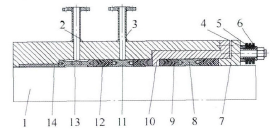
图3 阀杆填料结构
1.阀杆2.蒸汽吹扫口3.注脂口4.碟簧组件5.碟簧6.碟簧固定套
7.填料压盖8.隔环39.填料(石墨)10.填料箱11.隔环2
12.高温填料13.隔环14.轴套
(5)气动、电液动的执行机构
该类超高温蝶阀一般采用气动、电液动的执行机构,两种执行机构均设有正常调节和紧急快速关闭两个控制回路,以及自保阻尼来减轻蝶阀快速关闭时对蝶阀的冲击。为了提高烟机甩负荷控制的精度和可靠性,选用电液执行机构参数为:灵敏度1/600,精确度1/600,输入输出信号4~20mA,全行程时间<4s,紧急动作时间<1s。
并且电液执行机构最好选用偏置曲柄连杆机构,其结构紧凑、输出力矩大,特别是其输出力矩曲线与烟机入口超高温蝶阀的操作力矩相似,在设计时合理调整参数可使机构的最大输出力矩点与蝶阀的最大操作力矩点相匹配,能使执行机构得到充分合理利用。
四、经验总结
超高温蝶阀研制完成后,经用户使用发现在高温情况下出现卡涩现象。针对这一问题分析认为是高温材料膨胀系数选择不当,重新进行高温间隙计算校核并进行有限元分析后对阀杆与阀体的间隙进行调整,经检修后再未出现问题。
催化裂化用超高温冷壁(衬里)蝶阀的研制成功,解决了阀门材料选型、高温情况下密封以及阀杆密封结构设计、执行机构的要求等问题,为炼油厂催化裂化装置系统用阀取得了经验,同时该阀的国产化为炼油企业在日益激烈的市场竞争中进一步降低生产成本、实现节能降耗发挥积极作用。