

阀门的使用工况条件大多数属磨损较多、腐蚀源集中、需承受较高压力和温度等。因此如何提高高温高压条件下阀门的耐磨损性、耐腐蚀性、以及高温强度是一大技术难题。随着新兴技术的涌现,丰富了表面强化技术手段,并各有千秋,如等离子堆焊、等离子喷涂、超音速热喷涂、激光熔覆、激光淬火等。此处结合激光强化技术成功修复服役于某一火电站的高压阀门案例做一简单分析。
修复工作开始之前,工艺员对粉末以及加工工艺进行了初步的摸索。采用中科四象2KW光纤耦合半导体激光器作为光源,800微米光纤芯径,光斑直径3mm。采用Co42型号粉末,颗粒大小150-300目,普通碳钢作为基材。
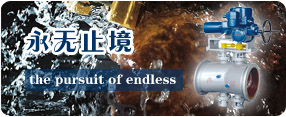
经过一系列参数的变化,获得的涂层质量欠佳,在均匀性、涂层厚度均达不到要求。分析发现是由于粉末颗粒过于细小,很容易吸潮,导致在送粉过程中流动性差,发生堵粉等不良现象。于是更换表面涂层钴基粉末Co42为Co2F,后者的粒度约90-150微米,所具备性能与前者基本一致。
图 1 更换粉末后对比。(a)Co2F;(b)Co42
为了达到涂层的需求厚度,避免裂纹或者孔洞的产生,决定添加过渡层及调整搭接率来解决这一问题,过渡层粉末采用硬度适中的Fe1粉;搭接率由1/3增大至1/2。如图2对比所示。

图 2 其他参数不变:(a)过渡层Fe1+Co2F,搭接率均1/3;(b)无过渡层,仅单层Co2F,搭接率为1/3;(c)无过渡层,仅单层Co2F,搭接率为1/2。
从图中可以看出,涂层的表面没有明显裂纹和孔洞形成,整体均匀平滑,色泽光亮。经测量,三种涂层的厚度分别为:(a)1.8mm;(b)1.34mm;(c)1.6mm。从此可以看出不论改变搭接率还是添加过渡层都能够显著提高涂层的厚度。为保证足够的加工余量,决定在过渡层采用1/3的搭接率进行熔覆,表层的Co2F涂层采用1/2的搭接率。此外,由于高压阀门实体较大,快速加热冷却过程中的温度梯度会有较大变化,为避免裂纹的滋生,对高压阀门进行了预热、保温和缓冷。

图3 预热并进行保温缓冷后修复的高压阀门
由此看出,激光熔覆技术在高压阀门密封面的强化上具有极大的潜在优势,在这一领域若形成强化或修复技术标准,对阀门以及激光熔覆技术都是具有很大的意义。通过激光熔覆的方法进行表面的强化或者修复,面对不同的零部件,根据工况条件的需要,整个熔覆的工艺过程中所受到的影响因素比较复杂,除主要参数激光功率、扫描速度、搭接率以及送粉率之外,由于本文中所采用的设备是侧向喷嘴送粉,粉末的聚焦点和光斑之间的位置关系对涂层的成形以及粉末的利用率也具有一定的影响,其次所采用的粉末与基材间的互溶比、粉末的粒度、基材的表面加工状态等,在整个工艺过程中各个因素间的相互作用机制,关系到整个涂层的成形质量。此外,激光器本身的特性也是激光熔覆技术的一大影响因素,出自于不同厂家的同一类型激光器,其加工能力也具有较大的差异性,因此激光熔覆技术在表面加工工程中的应用空间需进一步完善整合,才能有效促进激光产业的规范化发展,并加快激光产业链中各个组成部分的突破性发展。